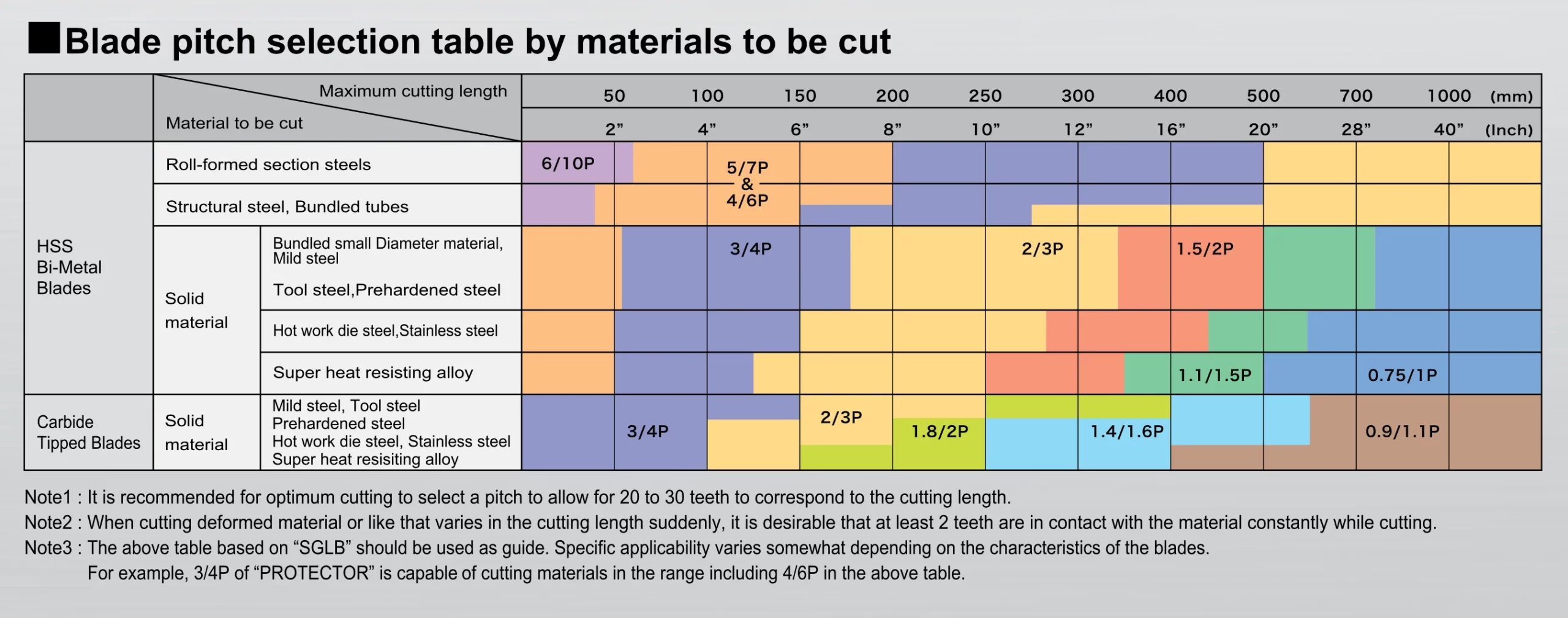
| Choose your material type |
| Type |
Rolled steel |
Profile steel |
Bundled small material |
Normal steel, Non-ferrous metals (*1) |
Cold working steel, case-hardened steel |
Hot forming tool steel, stainless steel |
High heat-resistant special alloys |
| St-37, St-52, StE 380 |
1.2510, 1.0301, 1.7012, 1.7218, 1.6955 |
1.2341, 1.2735, 1.2303, 1.2379 |
1.2344, 1.4301, 1.4564 |
Inconel, titanium, aluminum, Hastelloy |
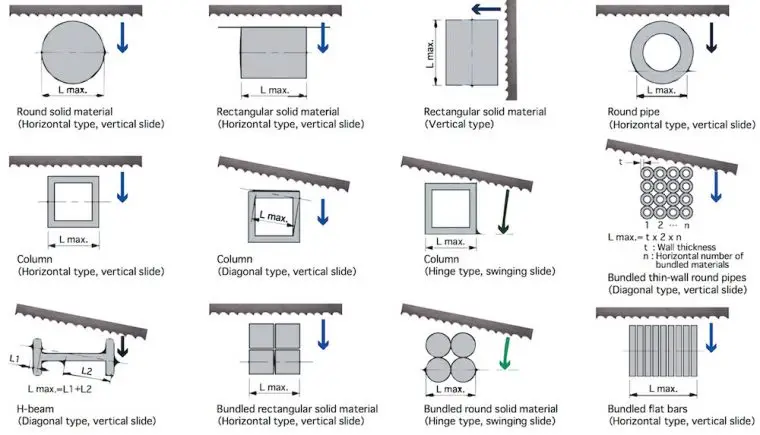
| Choose the section to be cut |
|
|
 |
 |
 |
 <100 <100 |
 100-400 100-400 |
 >400 >400 |
<100 |
100-400 |
>400 |
<100 |
100-400 |
>400 |
<100 |
100-400 |
>400 |
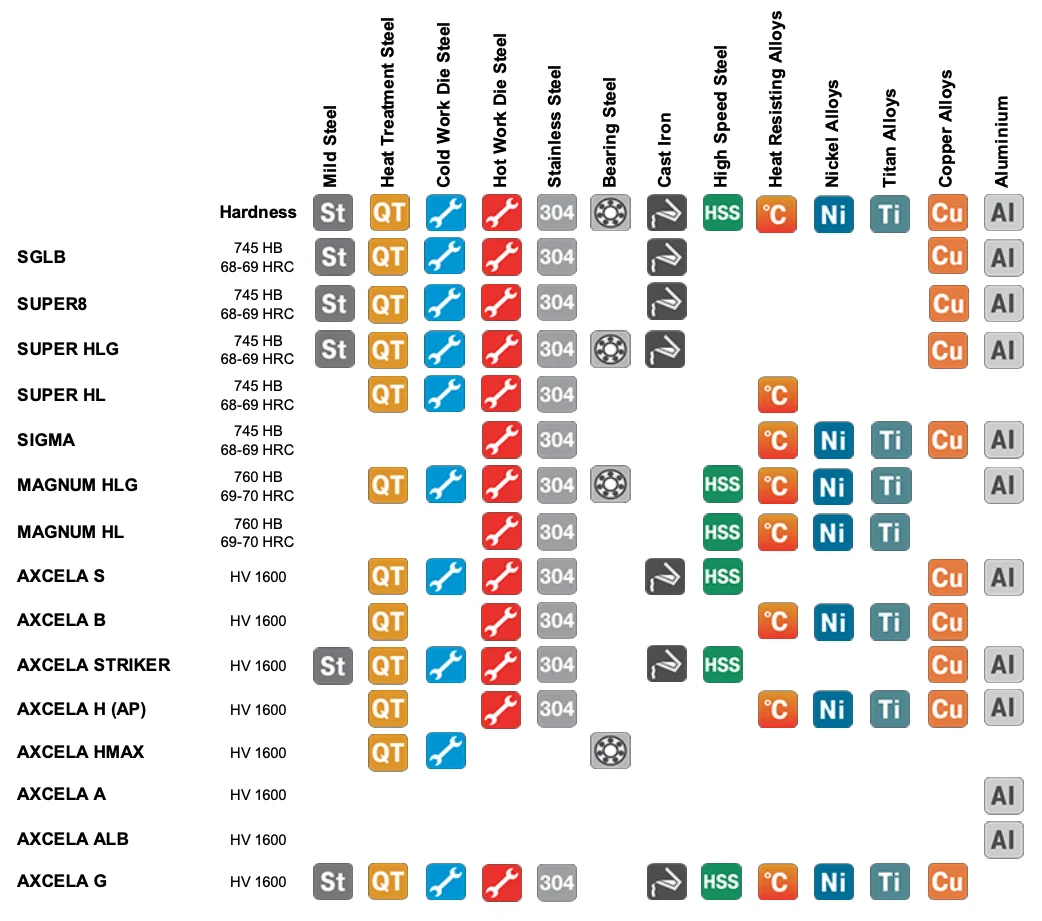
| Choose a blade type |
| The basic requirement for cutting is that the tooth tip must be harder than the material to be cut. As a general rule of thumb, the tooth tips should be at least twice as hard as the material to be cut. |
| C
A
R
B
I
D
E |
AXCELA G
Coated carbide up to 2500HV (*2) |
Carbide saw blades for maximum performance with outstanding tool life. |
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
x |
|
|
| AXCELA H
Carbide 1600HV (*2) |
Carbide saw blades for challenging materials and special applications. |
|
|
|
|
|
X |
|
x |
X |
|
|
x |
X |
X |
X |
| AXCELA A
Carbide 1600HV (*2) |
Carbide saw blades for aluminium applications with high blade speed. |
|
|
|
|
|
|
|
|
|
|
|
|
X |
X |
X |
| AXCELA S
Carbide 1600HV (*2) |
Carbide saw blades for universal application on modern and strong bandsaw machines. |
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
x |
| AXCELA B
Carbide 1600HV (*2) |
Carbide saw blades for universal use on conventional machines. Replacement for standard carbide blades. |
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
x |
| B
I
M
E
T
A
L |
AURORA
M42 + TiN coated 950/2300HV (*3) |
TiN coated high-performance saw blade for difficult to cut materials with extremely long tool life. |
|
|
|
|
|
x |
X |
X |
X |
x |
X |
X |
X |
X |
X |
| MAGNUM HL M71
AMADA M71 HSS 1000HV(*3) |
HILO tooth geometry and precision offsetting result in friction reduction.
High-performance tooth tip material and sectional cutting channel using patented tooth geometry. Can be used for difficult to cut materials including high heat-resistant special alloys. |
|
|
|
|
|
|
|
|
|
x |
X |
X |
X |
X |
x |
| MAGNUM HLG M71
AMADA M71 HSS 1000HV(*4) |
HILO tooth geometry and precision offsetting result in friction reduction. Outstanding cutting performance for tool steel. |
|
|
|
|
|
x |
X |
X |
X |
x |
X |
X |
X |
X |
x |
| SIGMA
M42 HSS 950HV |
Sectional cutting channel using patented tooth geometry for the reduction of cutting resistance. Can be used for difficult to cut materials. Particularly recommended for stainless steels. |
|
|
|
|
|
|
|
|
|
x |
X |
X |
X |
X |
x |
| SUPER HL
M42 HSS 950HV (*3) |
HILO tooth geometry and precision offsetting result in friction reduction.
The sectional cutting channel reduces the cutting resistance. For materials in the medium and large diameter range. An Anti-Pinching variant is available for materials with internal clamping. |
|
|
|
|
x |
x |
X |
X |
X |
x |
X |
X |
X |
x |
|
| SUPER HLG
M42 HSS 950HV |
HILO tooth geometry and precision offsetting result in friction reduction. Wide application area from normal steel to difficult to cut materials. |
|
|
x |
x |
x |
X |
X |
X |
X |
X |
x |
x |
|
|
|
| CHIPBREAKER
M42 HSS 950HV |
Special tooth profile in combination with HILO tooth geometry reduces the heat development at the tooth tip and promotes the formation of smaller chips. As a result, particularly suitable for materials with unfavorable chip form. |
|
|
x |
x |
X |
X |
X |
X |
X |
X |
x |
x |
|
|
|
| SUPER8
M42 HSS 950HV |
NEW developed M42 bandsaw blade for universal purpose. Special design for noise reduced cutting, better lifetime and high surface quality. |
|
x |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
x |
x |
|
| SGLB
M42 HSS 950HV |
Universal blade with wide range of applications. |
|
x |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
x |
x |
|
| RATIO HI-LO
Matrix HSS M42 Basis 900HV |
Proven, patented AMADA HILO tooth shape reduces the friction and enables high cutting performance for materials with a strength up to 950 N/mm 2. |
|
|
x |
X |
X |
x |
|
|
|
|
|
|
|
|
|
| HI-LO
M42 HSS >950HV |
Special tooth profile in combination with HILO tooth geometry and a particular production method enables the economic cutting of tubes made of high strength materials such as duplex steel. |
|
|
|
|
|
|
|
|
|
x |
X |
X |
X |
X |
x |
| PROTECTOR
M42 HSS 950HV (*5) |
Saw blade specially for profile steel and tubes with reinforced tooth back for reduction of tooth breakouts. |
| X |
X |
X |
x |
x |
|
|
|
|
|
|
|
|
|
|
| PROTEC
Matrix HSS M42 Basis 900HV (*5) |
Saw blade specially for profile steel and tubes with reinforced tooth back for reduction of tooth breakouts. Particularly suitable for steels with a strength up to 950 N/mm 2. |
| X |
X |
X |
x |
x |
|
|
|
|
|
|
|
|
|
|
| DUOS
M42 HSS 950HV (*4) |
Due to the special offsetting and the different tooth heights, the sawing of a wide range of dimensions without blade replacement is possible. Particularly suitable for light weight workshop machines. |
| X |
x |
|
X |
|
|
|
|
|
|
|
|
|
|
|